The Counterfeit Belt Scam: How Fake Conveyor ...
Counterfeit conveyor belts are showing up in factories across the globe disguised as genuine, branded product, sold through the same supply chains buyers hav...

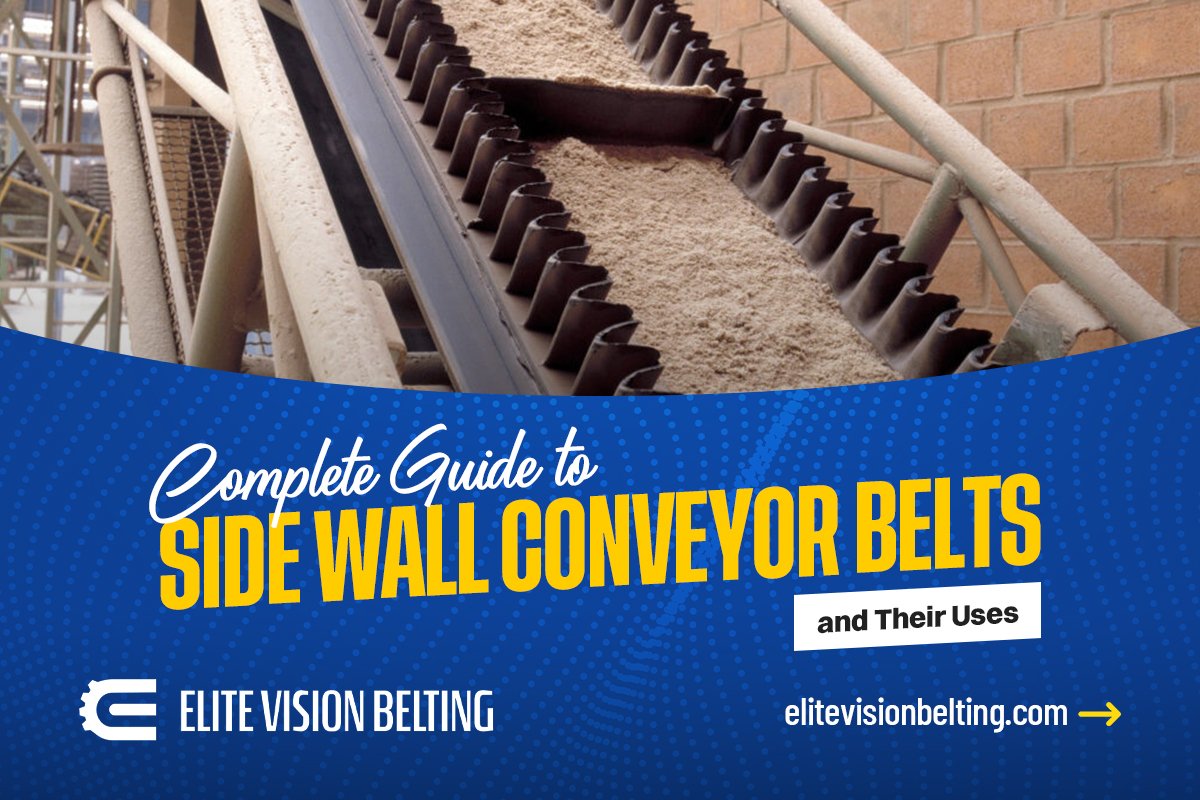
Rubber Industrial Belts are durable, flexible, and resistant to wear, making them ideal for heavy-duty applications in industries like manufacturing, mining, and food processing. They are versatile and can be tailored to meet specific operational needs, enhancing productivity and ensuring seamless production processes. They can withstand extreme conditions like high temperatures, heavy loads, and exposure to chemicals, making them indispensable for minimizing downtime and improving efficiency. Their robust construction ensures smooth and efficient operation worldwide.

Counterfeit conveyor belts are showing up in factories across the globe disguised as genuine, branded product, sold through the same supply chains buyers hav...

Factories across India are catching fire more often because of one part nobody thinks to check: the conveyor belt. Worn, overheated, or low grade belting is ...

If you need a quick answer: PU belts are the better pick for food processing, packaging, and any application where hygiene, flexibility, and abrasion resista...

Short answer: food grade conveyor belts are made from materials that are safe for direct food contact, easy to sanitize, and resistant to bacteria buildup. S...
In any manufacturing or logist...
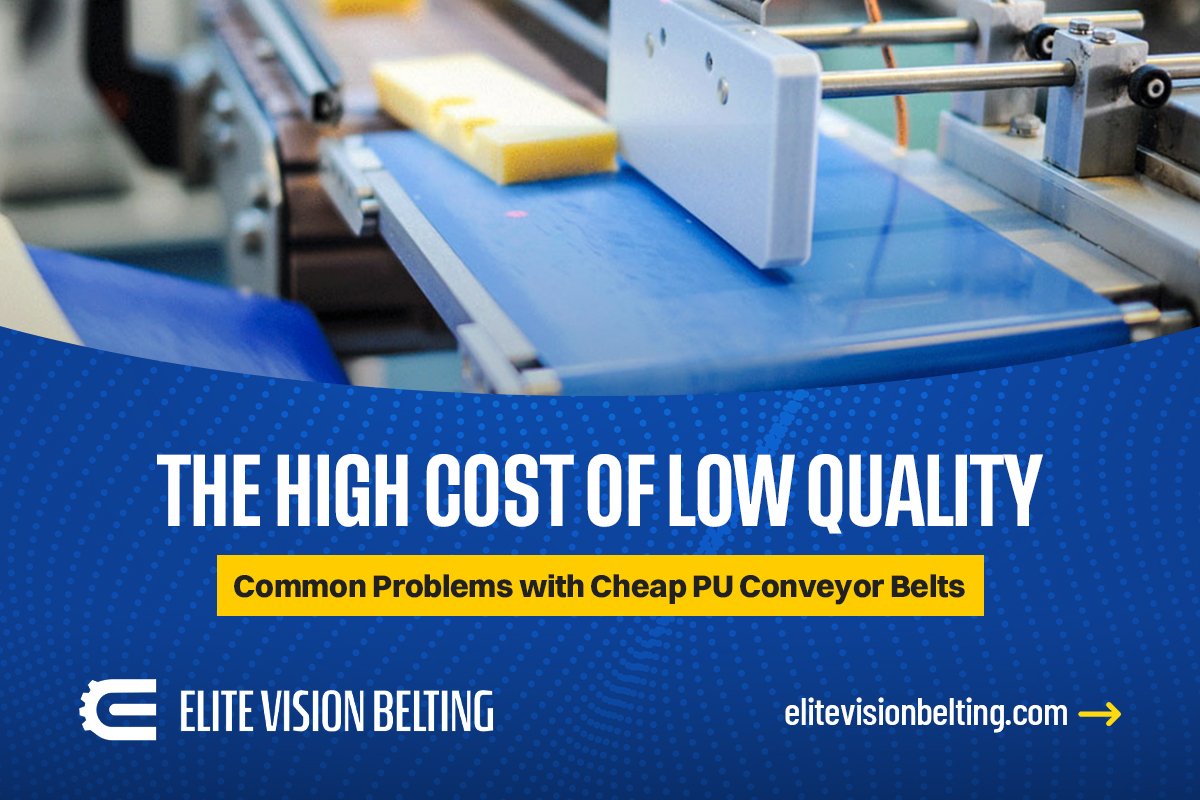
In the world of industrial manufacturing, it is often tempting to cut corners on maintenance costs. When you are looking at your budget, a "budg...

Introduction Cleated conveyor belt ...

Introduction A modular belt conveyor is a widely...

Selecting the right equipment is critical in food production. The machinery must meet the highest safety standards. Your food-grade conveyor belt is a non-ne...
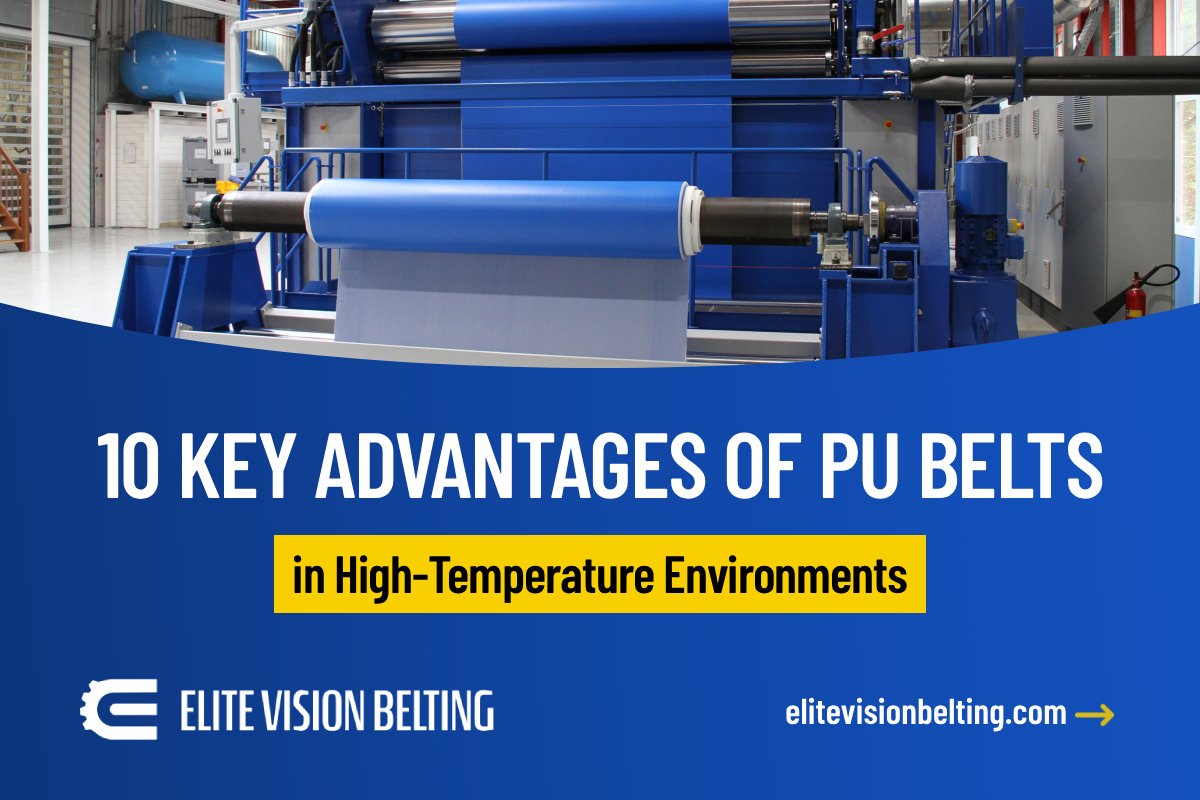
In industrial settings, temperature is a crucial factor. Conveyor belts constantly face intense heat. This heat comes from processing materials or the ambien...

Conveyor systems are the heartbeat of modern industrial operations. They move everything from raw materials to finished products. Choosing the right ...

Conveyor belts are the ...
.png)
Conveyor belts are the ...
.png)
A conveyor belt system is an es...

PVC conveyor belts are an essential part of many different modern industrial processes. Their specific design and material properties make them highly versat...
.jpg)
Conveyor belt systems are the backbone of modern industry across the USA. Because Conveyor belts are essential components in many industries for the movement...

Finding the right conveyor belt is a crucial decision for your business operations. This choice directly impacts efficiency, productivity, a...
 (1).jpg)
The food production landscape is ever-evolving and highly demanding. It requires specialized equipment for seamless operation and product safety. ...
.jpg)
Choosing the proper conveyor system significantly impacts business operations. ...
.jpg)
Conveyor systems are the backbone of modern industrial operations. They facilitate seamless material movement across diverse sectors. India's man...
.jpg)
How Heat-Resistant Rubber Belts Save You Thousands in Downtime High temperatures pose a constant threat to industrial operations. Standard ...
.jpg)
Choosing the right PVC conveyor belt thickness is crucial for operational success. It directly impacts efficiency, durability, and overall s...
 (1).jpg)
Hygiene is as important as cleanliness in food processing facilities. Raw materials, semi-manufactured commodities, andthe final products are all transported...
 (1).jpg)
While working in the food processing business, chiefly meat, poultry, and dairy businesses, the utmost level of hygiene is necessary. Conveyor belts ...
.jpg)
Hygiene Matters in Cheese Conveyor Systems Making cheese is a delicate as well as closely regulated process that calls for hygienic procedures, car...
.jpg)
Continuing Clean Conveyor Belts in Meat Processing Facilities Hygiene in food production is a must, smooth in the meat industries. Equipment cleanl...
.jpg)
Choosing the Right Conveyor Belt for Beverage Filling Lines Conveyor systems are required for the continuous, high-speed manufactu...
 (1).jpg)
Clean Conveying: A Priority in Wood Processing Maintaining equipment hygiene and cleanliness in wood processing facilities is a never-ending task. ...
 (1).jpg)
Durability in the Toughest Cutting Environments The conditions in marble cutting operations are very harsh. Sharp-edged marble slabs, abrasive dust...
 (1).jpg)
Seamless Handling for Fragile Yet Essential Materials The handling of veneer and panels in plywood manufacture calls for greater precision and caut...
 (1).jpg)
Confirming Smooth Movement in a High-Stakes Process Large, hefty, as well as extremely precious, stone slabs require constant attention to detail, co...
 (1).jpg)
Tackling the Hidden Challenge in Wood Processing Large logs and solid panels are frequently discussed in relation to wood mill operations, yet sawd...
 (1).jpg)
Ensuring Accuracy in Modern Food Packaging Speed, accuracy and cleanliness are important elements of the food packaging sector. When packaging fres...
 (1).jpg)
In the fast-paced garment finishing industry, every second counts—and so does every garment’s appearance. From presses and irons to inspection an...
 (1).jpg)
Lint buildup on the conveyor belts during fabric processing is now a common yet serious issue in the textile field, especia...
 (1).jpg)
Conveyor systems have been considered to be crucial for managing tobacco leaves at every stage of the production process, from grading and p...
 (1).jpg)
Cleated Belts for Inclined Tobacco Processing Lines Being one of the major requirements of the tobacco industry is the efficient and contamination-...
 (1).jpg)
Elite Vision Belting specializes in providing industry-level products associated with conveyor belting solutions that are developed specific...
 (1).jpg)
Conveyor belts are an integral part of today's era for the smooth movement of material from one place to another place. However, the ...
 (1).jpg)
Engineered Strength for Heavy-Duty Industries In the physically taxing and fast-paced world of plywood and lumber production, operational efficiency ...
 (1).jpg)
Hygiene, strength, and effectiveness are paramount in food processing to guarantee product quality and optimize operations. Among the most important to attai...
 (1).jpg)
In food processing industries, more so in a cold storage or frozen food manufacturing plant, the material utilized in the conveyor belt is i...
 (1).jpg)
A Comprehensive Guide India is growing day by day in the industrial sector. Because of which the conveyor belt system becomes the ...
 (1).jpg)
Benefits of Using Conveyor system in Ecommerce Industry Conveyor system in Ecommerce Industry Introduction Conveyors be...
 (1).jpg)
Conveyor Belts Conveyor belts system are the moving belts which have particular conveyor belt design which is used to transfer the material from one ...
 (1).jpg)
In the pharmaceutical company, there is a need to adhere to strict safety and cleanliness protocols to guarantee product safety and efficacy. Conveyo...
 (1).jpg)
Safeguarding Hygiene in Food Production with Belt Covers Hygiene and cleanliness are important in the food processing industry....
 (1).jpg)
In the vital phase of tobacco processing—the treatment room—the level of hypocrisy and humidity increases. Call tobacco leaves demand accurate co...
 (1).png)
Less noise and vibration are important in treadmill designs, especially for gyms, because they affect how the user feels. A treadmill that runs quietly as we...
 (1).jpg)
Understanding Conveyor Belt Needs in Snack Production The manufacturing of snack foods, mainly crisp snacks, ...
 (1).jpg)
The modern food industry constantly evolves. Efficiency and food safety remain paramount. Businesses strive for optimal product handling solutions....
.png)
Conveyor belts are the long belts that help move products from one place to another in the different stages of manufacture of products in every industry. The...
 (2).jpg)
Static electricity is a hidden yet critical challenge in tobacco manufacturing. When tobacco leaves move across dry belts or during high-speed transfers, sta...
 (1).jpg)
Nowadays, conveyor belts are becoming an integral part of the every industry whether it is transportation, food, pharmaceuticals, plywood, or any other indus...
 (1).jpg)
Conveyor belts are become the integral part of the factories for the movement of material from one place to another place. As, conveyor belts become popular,...
 (1).jpg)
Conveyor belts: meaning and importance Conveyor belts are the moving belts that carry material from one place to another. These belts are the cruci...
 (1).jpg)
In this competitive era, each and every industry leading towards sustainable development and also seeking towards its environmental responsibility to create ...
 (1).jpg)
In this competitive modern world of increasing industrialization, the paramount concern is the optimum consumption of energy. The conveyor belt system is a s...
 (1).jpg)
Precision Conveying for a Delicate Product The chewing tobacco industry depends heavily on precision, effectiveness, and hygiene. For the finished ...
 (1).jpg)
Innovative Solutions by Elite Vision Belting At Elite Vision Belting, we deliver advanced conveyor belt systems engineered for the...

Why is Belt Tensioning Important? Conveyor belt is the foundation of effective material flow in every production environment. However, without prop...
 (1).jpg)
Introduction Conveyor systems, which are used in numerous facilities worldwide, constitute the foundation of industry. Without them, testing, assem...
.jpg)
Introduction Selecting the right conveyor pulley as well as rollers is vital since they maintain efficient, reliable conveyor belt systems. System ...

In food processing, the right material should be used during manufacture so that it can guarantee the safety, cleanliness, and quality of products. The conve...

Meeting the Demands of Sub-Zero Environments in Frozen Food Processing The production of frozen foods is a highly accurate, in-demand sector that r...

In textile manufacturing, precision and consistency are paramount, especially in printing where even tiny flaws can ruin product quality. Th...

The lifespan of conveyor belts that handle goods on a daily basis in industrial settings may be shortened by wear and tear. To increase system efficiency, de...

For a conveyor belt to form an uninterrupted and continuous loop, fasteners are considered essential for firmly joining both the ends. Although the belt'...

Enhancing Productivity in the Bakery Industry with the Right Conveyor Belts In order to meet rising demand, preserve uniformity, and maintain hygie...

In the manufacturing of pharmaceuticals, proper standards of hygiene and safety are essential to make products effective and safe. In the process of drug man...

Conveyor belts are the instruments that are used to transport the material from one place to another place in the factories for the production. There are num...

In today’s fast pacing world working with oils, grease and other kind of harsh chemicals is quite common as well as becomes the integral part of the fa...

The type and quality of the treadmill belt material are essential for ensuring the treadmill works well. At Elite Vision Belting Company (EVB), we know that ...
.jpg)
Introduction There are infinite factors that contribute to accuracy, safety, and regulatory compliance in pharmaceutical production. Each of these ...

Conveyor belts handle the drying, inspecting, and packing processes for tablets, capsules, powders, and vials in a pharmaceutical manufacturing facility. The...

During the process of pharmaceutical production, conveyor belts transport tablets, powders, capsules, and bottles across various sterile areas. These belts h...

Durable Oven Belts for Heat-Intensive Baking Environments In the busy world of industrial and commercial baking, heat is a constant issue. The same...

Conveyor belts are the instruments that are used to transport the material from one place to a...

Conveyor belts are the long belts with the help of which products are moved from one place to another in the different stages of manufacture of products in e...

PVC (polyvinyl chloride) Conveyor belts: meaning and importance PVC (polyvinyl chloride) conveyor belts are the conveyor belts which made from PVC,...

Sterilized and clean conditions play a very major role in the production of pharmaceuticals in that not only is the product safe, but effective as well. Spec...

Conveyor belts are essential to making, putting together, and maintaining gym equipment. A lot of the time, conveyor belts help companies that make fit...

The textiles industry conveyor belts are critically important assets. They efficiently move vast amounts of materials through production sta...

Choosing the right treadmill belt is important for fitness. Treadmill belts are essential components of any machine. They impact performance and overall dura...
Pharmaceutical manufacturing demands the highest safety standards. Every component in the process is critical. Conveyor belts are often overlooked but vital....

The food industry demands efficiency, safety, and strict hygiene protocols. Foo...

Paper recycling is vital for paper industry India. It supports sustainability across the paper industry. Conveyor belts wor...

If you want your factory or warehouse to run smoothly, you have to take care of your conveyor belts. A belt that is ignored will cause big problems. It will ...

If you are using a conveyor belt in your business, you would know how important they are to run your operations smoothly. But...

Introduction Choosing the right conveyor belt is significant for defensive efficiency, promising durability inclu...

Introduction Manufacturing and logistics are the most important industries that depend on ...
.png)
Conveyor belts help many industries by moving items over long distances, running production lines smoothly, and enabling other important tasks...
.png)
The Advantages Conveyor Belts Businesses are always under pressure to improve their operations, with a particular focus on product...

Introduction Conveyor belts have a significant role in industrial processes as they allow for the well-organiz...
.png)
Conveyor belts are crucial in industrial environments as they help move materials and goods efficiently. However, if the right precautionary measures are not...
We specialize in high-quality conveyor belt solutions for various industries. Our durable and customized belts optimize efficiency and productivity. Contact us today for enhanced operations.
.jpg.jpeg)